รายละเอียดสินค้า
แท็กสินค้า
| รายการ | การตีเหล็ก | การหล่อ |
| กระบวนการ | การตีขึ้นรูปโลหะ (Forging) คือกระบวนการที่ใช้เครื่องตีขึ้นรูปโลหะเปล่าเพื่อขึ้นรูปโลหะให้มีลักษณะเสียรูป เพื่อให้ได้คุณสมบัติเชิงกล รูปร่าง และขนาดที่ต้องการ การตีขึ้นรูปโลหะสามารถขจัดข้อบกพร่องหลวมๆ ที่เกิดจากโลหะหล่อในกระบวนการถลุง ปรับโครงสร้างจุลภาคให้เหมาะสม และรักษาการไหลของโลหะให้สมบูรณ์ ทำให้คุณสมบัติเชิงกลของการตีขึ้นรูปโลหะโดยทั่วไปดีกว่าการหล่อจากวัสดุชนิดเดียวกัน ชิ้นส่วนสำคัญของเครื่องจักรส่วนใหญ่ที่รับน้ำหนักมากและสภาวะการทำงานที่หนักหน่วง มักถูกนำไปใช้ในการตีขึ้นรูปโลหะ | การหล่อเป็นกระบวนการที่นำโลหะเหลวใส่เข้าไปในช่องหล่อ หลังจากการหล่อเย็นและแข็งตัวแล้ว เพื่อให้ได้ชิ้นส่วนที่ต้องการ |
| วัสดุ | วัสดุที่ใช้ในการตีขึ้นรูปใช้เหล็กกลม เหล็กสี่เหลี่ยมอย่างแพร่หลาย มีทั้งเหล็กกล้าคาร์บอน เหล็กกล้าอัลลอยด์ เหล็กกล้าไร้สนิม รวมถึงโลหะที่ไม่ใช่เหล็กบางชนิด ซึ่งส่วนใหญ่ใช้ในอุตสาหกรรมอวกาศและความแม่นยำ | การหล่อโดยทั่วไปจะใช้เหล็กหล่อสีเทา เหล็กหล่อเดซิไทล์ เหล็กหล่อเหนียว และเหล็กหล่อ โลหะที่ไม่ใช่เหล็กที่นิยมหล่อ ได้แก่ ทองเหลือง ทองสัมฤทธิ์ดีบุก ทองสัมฤทธิ์อู่ซี โลหะผสมอลูมิเนียม เป็นต้น | ภายใต้เงื่อนไขที่เทียบเท่า การตีโลหะให้มีประสิทธิภาพที่ดีกว่าในคุณสมบัติเชิงกล ในขณะที่การหล่อจะเหนือกว่าในการขึ้นรูป |
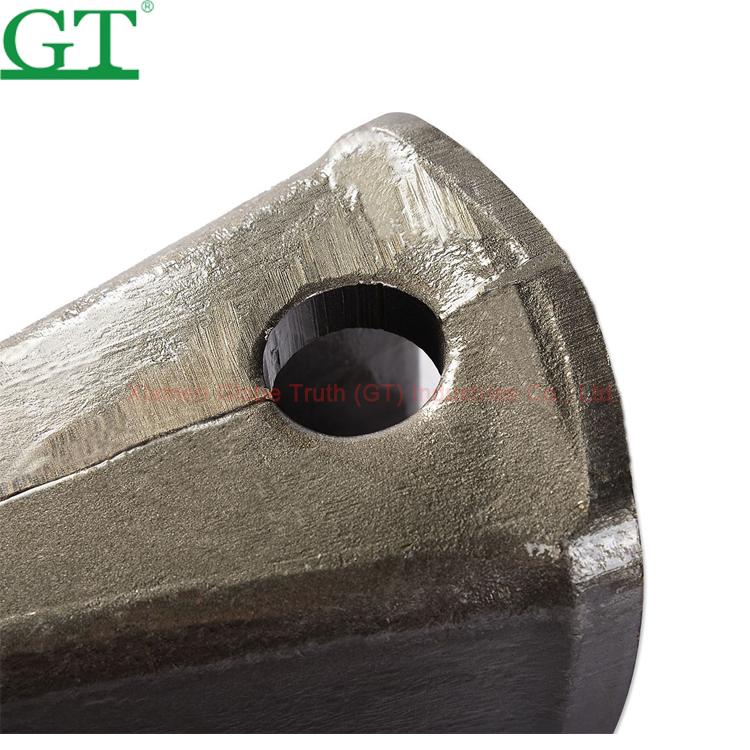
| ลักษณะภายนอก | ปฏิกิริยาออกซิเดชันของเหล็กตีขึ้นรูประหว่างกระบวนการที่อุณหภูมิสูงจะทำให้เกิดเกรนไคลินเล็กน้อยบนพื้นผิวของฟันถังที่ตีขึ้นรูป นอกจากนี้ เนื่องจากการตีขึ้นรูปทำได้โดยการขึ้นรูป หลังจากนำช่องเผื่อในแม่พิมพ์ออกแล้ว จะเห็นรอยแยกบนฟันถังที่ตีขึ้นรูป | มีร่องรอยทรายและการหล่อแบบเป็นทางบนพื้นผิวของฟันถังหล่อ |
| สมบัติเชิงกล | กระบวนการตีขึ้นรูปสามารถรับประกันความต่อเนื่องของเส้นใยโลหะ และรักษาการไหลของโลหะให้สมบูรณ์ รับประกันคุณสมบัติเชิงกลที่ดีและอายุการใช้งานยาวนานของฟันถัง ซึ่งกระบวนการหล่อนี้ไม่มีสิ่งใดเทียบได้ | เมื่อเปรียบเทียบกับชิ้นส่วนหล่อ โครงสร้างและคุณสมบัติเชิงกลของโลหะสามารถปรับปรุงได้หลังจากการตีขึ้นรูป โครงสร้างการหล่อหลังจากการตีขึ้นรูปด้วยความร้อน ผลึกขนาดใหญ่และเกรนแบบคอลัมน์เดิมจะเปลี่ยนเป็นเกรนละเอียด และการจัดเรียงผลึกแบบไอโซเมตริกที่สม่ำเสมอ ช่วยให้โครงสร้างการแยกตัวเดิมภายในแท่งโลหะ ภาวะกระดูกพรุน ตะกรันพรุน และความหนาแน่นอื่นๆ ใกล้เคียงกันมากขึ้น จึงช่วยเพิ่มความยืดหยุ่นและคุณสมบัติเชิงกลของโลหะ
การตีขึ้นรูปโลหะ (Forging) คือการขึ้นรูปโลหะให้ได้รูปทรงตามต้องการโดยการกดโลหะผ่านกระบวนการเปลี่ยนรูปพลาสติก (Plastic Deformation) ซึ่งโดยปกติจะใช้ค้อนหรือแรงกด กระบวนการตีขึ้นรูปโลหะจะให้โครงสร้างเม็ดละเอียดและปรับปรุงคุณสมบัติทางกายภาพของโลหะ ในการใช้งานจริง การออกแบบที่เหมาะสมสามารถรับประกันการไหลของเม็ดโลหะในทิศทางของแรงเค้นหลักได้ ในขณะที่การหล่อขึ้นรูปโลหะนั้นใช้วิธีการหล่อทุกประเภทในการขึ้นรูปโลหะ กล่าวคือ การนำโลหะเหลวใส่ลงในแม่พิมพ์ที่เตรียมไว้เพื่อให้ได้รูปทรง ขนาด และคุณสมบัติที่ต้องการ โดยการหลอม การหล่อ การฉีด หรือวิธีการหล่ออื่นๆ และสะบัดออกหลังจากการหล่อเย็น ทำความสะอาด และขั้นตอนสุดท้าย |
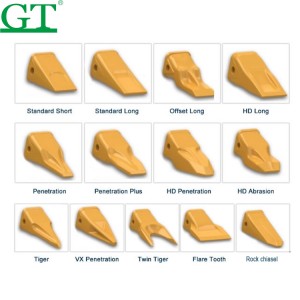
| การตีขึ้นรูปฟันถัง |
| หมายเลขชิ้นส่วน | แบบอย่าง | U′WT(กก.) | ความยาวทั้งหมด | เส้นผ่านศูนย์กลาง |
| 205-70-19570 | พีซี200อาร์ซี | 5.8 | 265 | ∅29 |
| 205-70-19570 | พีซี200อาร์ซีคิว | 4.7 | | ∅29 |
| 207-70-14151 | พีซี300อาร์ซี | 10 | 310 | ∅30 |
| 207-70-14151 | พีซี300อาร์ซี(คิว) | 8.5 | 305 | ∅30 |
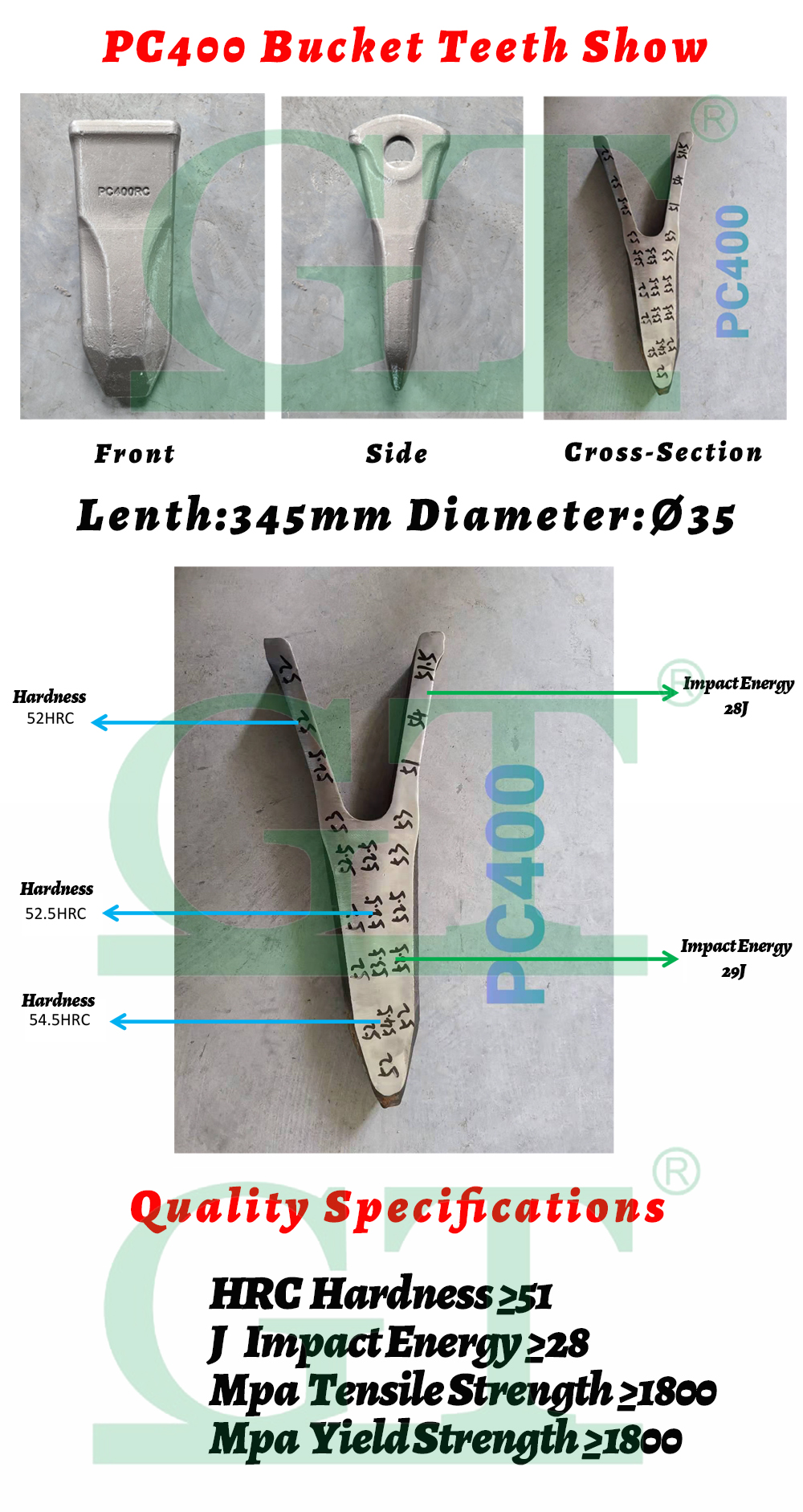
| 208-70-14152 | พีซี400อาร์ซี | 14.2 | 345 | ∅35 |
| 2713-1217 | ดีเอช220อาร์ซี | 5.7 | 257 | ∅23 |
| 2713-1219 | ดีเอช300อาร์ซี | 7.8 | 288 | ∅25 |
| 2713-0032 | ดีเอช360อาร์ซี | 11 | 314 | ∅27 |
| 2713-1236 | DH420RC/DH500 | 16.3 | 350 | ∅29.5 |
| 1U3352 | อี320อาร์ซี | 7.3 | 275 | ∅26 |
| 1U3352 | อี320อาร์ซี | 8.5 | 285 | ∅26 |
| 7T3402RC | E325RC/SK330 | 10.6 | 310 | ∅27 |
| 9W8452 | E330RC | 13.7 | 336 | ∅30.4 |
| 9W8552RC | E345RC | 24.2 | 390 | ∅35 |
| 14530544อาร์ซี | อีซี210อาร์ซี | 7.7 | 288 | ∅28 |
| 14536800RC | VOL360RC/EC460 | 15.5 | 341 | ∅34.5 |
| อีซี480อาร์ซี | 20.3 | 372 | ∅38 |
| 205-70-19570TL | พีซี200ทีแอล | 5.5 | | ∅29 |
| 14536800TL | VOL360TL | 12 | 430 | ∅34.5 |
| 208-70-14152TL | พีซี400ทีแอล | 12.5 | 410 | ∅35 |
ก่อนหน้า: ข้อดีของชุดปรับความตึง GT Track (อุปกรณ์ปรับความตึง) ต่อไป: ช่วงล่างแบบตีนตะขาบสำหรับเครื่องเจาะแท่นขุดเจาะ